Каталог продукции → Деревообрабатывающее оборудование → Для производства мебели → Кромкооблицовочные станки → Кромкооблицовочные автоматические → Автоматический многофункциональный кромкооблицовочный станок MIRA 6
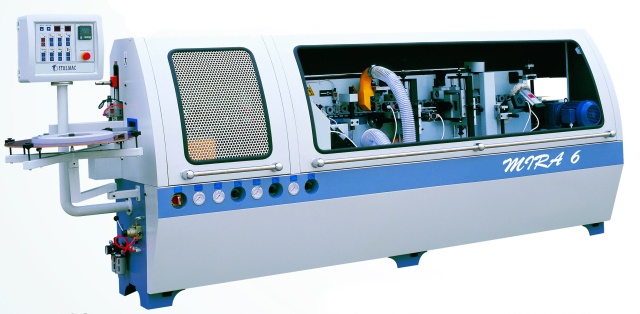
Автоматический многофункциональный кромкооблицовочный станок MIRA 6
Поставщик: ITALMAC
Идеально подходит для применения на предприятиях по производству корпусной мебели (офисная, кухонные наборы, шкафы-купе, мебель для гостиных и прихожих, а также эксклюзивная мебель, изготавливаемая по индивидуальным заказам).
Модель MIRA-6
Кромкообл-й станок для наклейки на прямые заготовки, 11 м/мин, кромка 0.4-3 мм,торцев-е,фрезер-е свесов, циклевание,полирование. Данные станки предназначена для тех, кому необходима универсальность и высокая производительность. Они могут может выполнять операции по облицовке кромок панелей кромочным материалом (АВS, PVC) в рулоне и полосовым материалом фиксированной длины. Машины могут легко и быстро переналаживаться, для того чтобы удовлетворять все производственные потребности, даже самые сложные.
Общая информация о автоматическом кромкооблицовочном станке MIRA-6
Автоматический кромкооблицовочный станок MIRA 6 (MD 514A) предназначен для нанесения и продольного снятия свесов кромочного материала на прямолинейных кромках деталей из ДСтП, МДФ, массива и т.д. Станок выполняет данные операции без смены инструмента между операциями.
Используемые кромочные материалы: меламин, ПВХ, шпон, композитные материалы и т.д.
Преимущества
- Применение запатентованной системы обеспечивает значительную экономию клея (до 30-40 % в сравнении с аналогами) и обеспечивает повышенную надёжность узла (в сравнении с картриджной системой подачи клея).
- Торцовочный обрезной узел с двумя независимыми электродвигателями для удаления лишней кромки выполнен с высокой точностью, обеспечивающей идеальное качество поверхности в отличие от аналогов.
- Предварительный разогрев поверхности заготовки перед нанесением облицовочного материала.
Технические характеристики кромкооблицовочного автоматического оборудования MIRA-6
| Наименование характеристики | Значение характеристики | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Толщина кромки, мм | 0,4 – 3 | |||||||||||||||||||
| Высота кромки, мм | 10 – 50 | |||||||||||||||||||
| Минимальная ширина заготовки, мм | ≥80 | |||||||||||||||||||
| Минимальная длина заготовки, мм | ≥160 | |||||||||||||||||||
| Скорость подачи, м/мин | ≤12,57 | |||||||||||||||||||
| Мощность двигателя подачи, кВт | 1,5 | |||||||||||||||||||
| Мощность двигателя торцовочного обрезного узла, кВт | 2×0,35 | |||||||||||||||||||
| Мощность двигателя кромочного обрезного узла, кВт | 2×0,7 | |||||||||||||||||||
| Мощность двигателя полировочного узла, кВт | 2×0,18 | |||||||||||||||||||
| Мощность нагрева клеевого бачка , кВт | 2,3 | |||||||||||||||||||
| Мощность дополнительного нагрева, кВт | 0,12 | |||||||||||||||||||
| Суммарная мощность, кВт | 7,13 | |||||||||||||||||||
| Мощность привода ролика клеящего узла, кВт | 0,75 | |||||||||||||||||||
| Температура нагрева клея, 0С | 180-200 | |||||||||||||||||||
| Рабочее давление пневмосистемы, МПа | 0,7 | |||||||||||||||||||
| Расход сжатого воздуха, нормо-л/мин | 0,6 | |||||||||||||||||||
Опции, описания
Принцип работы
 |
Задание параметров | На панели управления задаются требуемые параметры обработки. |
|
Позиционирование заготовки |
Оператор позиционирует мебельную заготовку на рабочий стол на входе станка. Заготовка автоматически захватывается подающим транспортером и подается на обработку. Следующая заготовка подается сразу после предыдущей, при этом необходимо выдержать допустимое расстояние между двумя заготовками (около 1 метра). При подаче следующей заготовки первая продолжает автоматически обрабатываться на последующих узлах. | |
 |
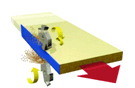
Нанесение клея |
Сразу после начала подачи заготовки автоматически начинает подаваться кромка. Кромка проходит через клеенаносящий узел и автоматически приклеивается к заготовке. После приклеивания срабатывает автоматическая торцовка кромки по заднему концу панели. Кромка торцуется с небольшим припуском. |
 |
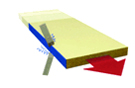
Точная торцовка |
После нанесения кромки с помощью подающего транспортера заготовка автоматически переходит к узлу точной торцовки кромки. При подходе заготовки к данному узлу он 2 фрезы автоматически подходят к заготовке и отрезают остатки кромки точно по концам заготовки. При этом заготовка не замедляет своего движения. |
 |
Снятие свесов |
После узла точной торцовки заготовка автоматически проходит через узел снятия свесов кромки с нижней и с верхней стороны панели. Узел состоит из двух фрез, вращающихся в противоположном направлении. |
 |
Циклевка |
После узла снятия свесов заготовка автоматически проходит через узел циклевки. Назначение данного узла – снятия «эффекта волны», который возникает после использования узла снятия свесов. Представляет собой 2 ножа, расположенных таким образом, чтобы обрабатывать верхнюю и нижниюю стороны заготовки. |
 |
Полировка |
После узла циклевки заготовка автоматически проходит через узел полировки. Назначение данного узла – очистка кромки после предыдущих операций. Представляет собой 2 постоянно вращающиеся щетки (каждая с отдельным электродвигателем), расположенных таким образом, чтобы обрабатывать верхнюю и нижниюю стороны заготовки. После прохождения узла полировки обработанная заготовка выходит из станка и снимается (либо оператором, либо дополнительными средствами механизации). Станок предназначен для выполнения всех операций без механической смены инструмента, что повышает производительность. Перемещение заготовки происходит автоматически. |

Преимущества и особенности
 |
Панель управления | Удобная панель управления позволяет быстро перенастраивать станок и оперативно выявлять неполадки |
 |
Клеенаносящий узел |
Клеевой узел имеет полностью регулируемый пневматический прижим кромки на всех трех прокатных роликах, а так же наличие точных регулировок узла клеенанесения.Клеящий узел состоит из: магазина для кромок в рулонах; бака для приготовления клея; клеенаносящего ролика; гильотинной режущей головки; прижимного устройства, состоящего из прижимных роликов, первый из которых является приводным, это позволяет эффективно наноситьклеевой состав на заготовку (кромку). |
 |
Торцовочный узел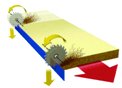 |
Торцовочный обрезной узел с двумя независимыми электродвигателями для удаления лишней кромки на передней и задней сторонах панели. В узле финишной торцовки кромки установлена довольно жесткая конструкция, на которой каждый двигатель торцовки размещен на отдельно установленной линейной направляющей с линейными подшипниками, исключающая в процессе эксплуатации возникновения люфтов. Имеется возможность регулировки расстояния относительно положения обрабатываемой детали. Такая конструкция и такой способ крепления и регулировки двигателей финишного торцовочного узла позволяет добиться большого качества обработки и сохранять свои технические параметры на протяжении всего срока эксплуатации. |
 |
Узел снятия свесов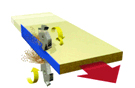 |
Узел снятия свесов кромочного материала. Формирует плоскую или радиусную фаску. Усиленная конструкция, функция наклона каждого двигателя фрезерного узла. Данный способ регулировки может обеспечить более точную регулировку узла фрезерования (снятия свесов), что несомненно сказывается на улучшении качества обработки. |
 |
Узел циклевки |
Узел циклевки убирает "эффект волны" после снятия свесов и удаляет излишки клея. Новый циклевочный узел имеет более жесткую конструкцию и возможность быстро и точно настроить узел на любой используемый материал и толщину кромки, что является важным фактором в конечной стадии обработки детали. |
 |
Узел полирования кромки |
Полировочный узел для очистки кромки с двумя независимыми электродвигателями и щетками диаметром 155 мм |
Примеры готовой продукции


Каталог продукции
Акции и спецпредложения
-
 26 мая 2014 Акция. Скидка на фуговальный станок F 41 Elite S
26 мая 2014 Акция. Скидка на фуговальный станок F 41 Elite S -
 26 мая 2014 Скидка на станок ITALMAC ZC609
26 мая 2014 Скидка на станок ITALMAC ZC609
Новости
-
 07 сентября 2015 Китайские инвестиции в деревообработку
07 сентября 2015 Китайские инвестиции в деревообработку -
 04 сентября 2015 3 дня которые делают год!
04 сентября 2015 3 дня которые делают год!